Case study
ADC Containment Suite
Overcoming the key challenges associated with development of HPAPI (Highly Potent Active Pharmaceutical Ingredients) compounds.
Posted:
.jpg)


Challenge
There is an increasing demand for HPAPIs due to their effectiveness against cancer at lower doses and the trend towards more targeted therapeutics.
The next generation of ADC (Antibody Drug Conjugates) development requires more complex technology including specialist containment systems to handle the HPAPI during dispensing and lyophilization phases when the cytotoxins are at their greatest hazard.
Increasing capacity at this state-of-the-art CDMO facility required significant expansion to enable contained handling of high-potency small-molecule organic synthesis including key design and integration of key process equipment ensuring “Total Containment” was achieved throughout.
Solution
Howorth were selected based on proven experience providing task-based containment solutions for highly potent compounds
The scope of the project included full TurnKey responsibility of 6 x containment suites designed with an OEL of 1ng/m3 (task based).
Multi-collaboration across key customer stakeholders and process equipment suppliers was identified from the outset as key to the success of the project which was implemented expertly by Howorth delivery team with an additional challenge of moving into our new Pharma facility at Raven Locks!
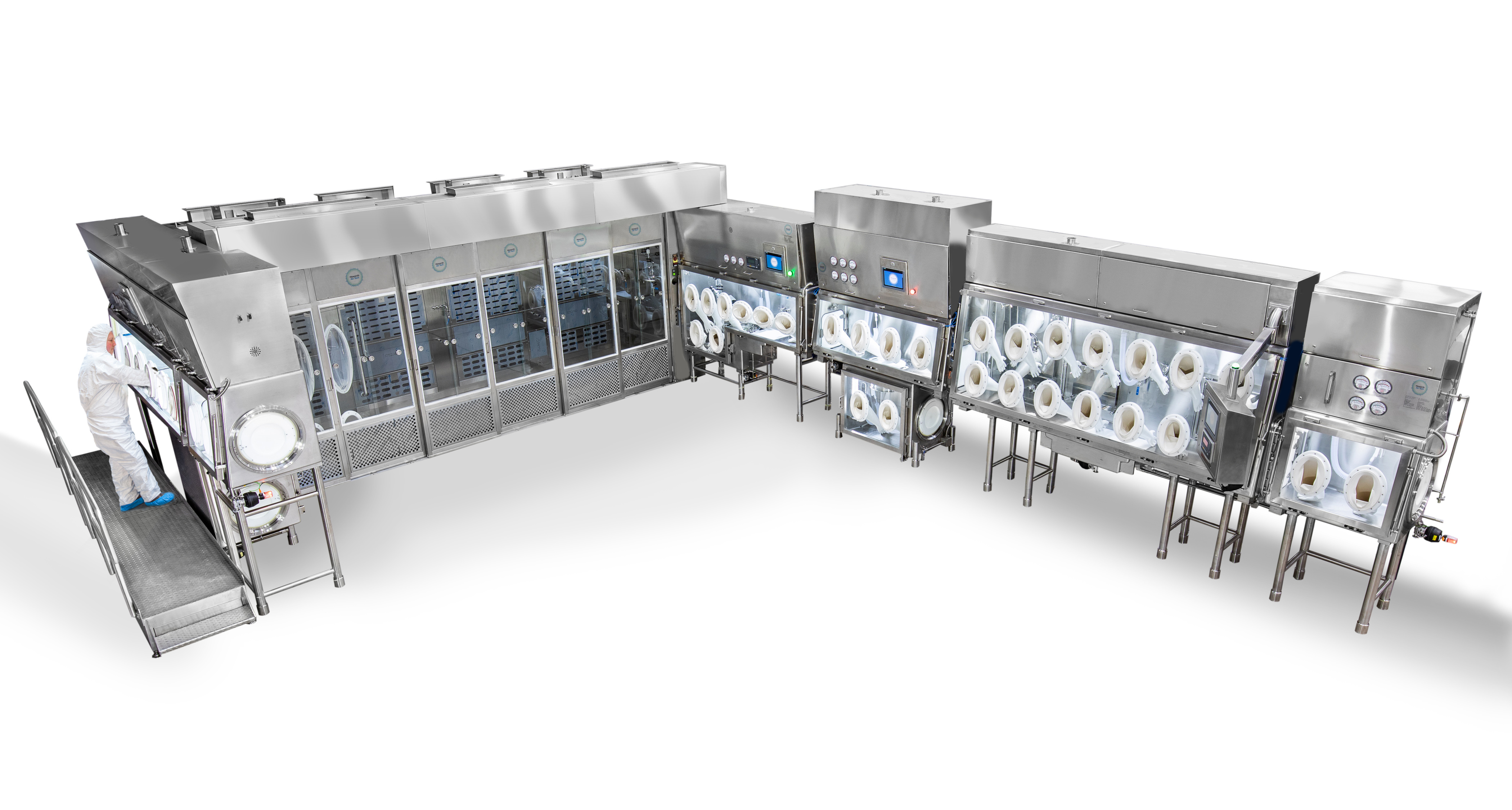
The final solution included extensive, integrated, multi-operation isolator technology to maintain full containment through the entire API synthesis, purification, and isolation steps including:
- Multi Chamber Preparation Isolator including weighing equipment, operator platform, rapid transfer ports and “thro-wall” powder transfer connection to reactors
- Walk-In Hood / Kilo Booth including integration of Glass Reactor and Chromotography Systems
- RotoVap Isolator including supply and integration of 1 x RotoVap system
- Wash/Transfer Isolator to clean the RotoVap Flasks prior to removal/replacement
- Process Isolator including supply and integration of 1 x Vacuum Tray Oven and 1 x Lyopholiser.
Outcome
The facility expansion doubles production of the most highly potent active pharmaceutical ingredients, is fully validated to GMP standards and certified by specialist occupational and environmental toxicologists.
The facility is designed to follow the most stringent criteria for highly active compound manufacturing and engineered for containment and isolation of potent compounds providing the customer with the flexibility demanded by the Pharmaceutical customers.